About Us | Blog | FAQs | Tips/Troubleshoot | Contact Us | Machine Manuals | Demo Videos
2026 Best Machine Vision Inspection Technologies to Watch?
As industries continue to evolve, Machine Vision Inspection technologies are becoming increasingly vital. This field is projected to grow significantly. According to a recent report by MarketsandMarkets, the machine vision market is expected to reach $12.7 billion by 2025. This rapid growth highlights its importance in manufacturing, quality control, and automation processes.
Machine Vision Inspection systems enhance product accuracy and reduce waste. These technologies are crucial for sectors like automotive and electronics. They provide essential data for improving efficiency. However, integrating these systems can pose challenges. Many companies struggle with high implementation costs and the need for skilled personnel. Additionally, maintaining these systems can be an ongoing concern.
Investing in emerging technologies is essential for businesses to remain competitive. New advancements in artificial intelligence and deep learning are improving Machine Vision Inspection capabilities. Businesses must stay informed about these changes. As technology progresses, so do the complexities. Companies should evaluate their needs carefully. Balancing innovation and practicality is key to success in this evolving landscape.
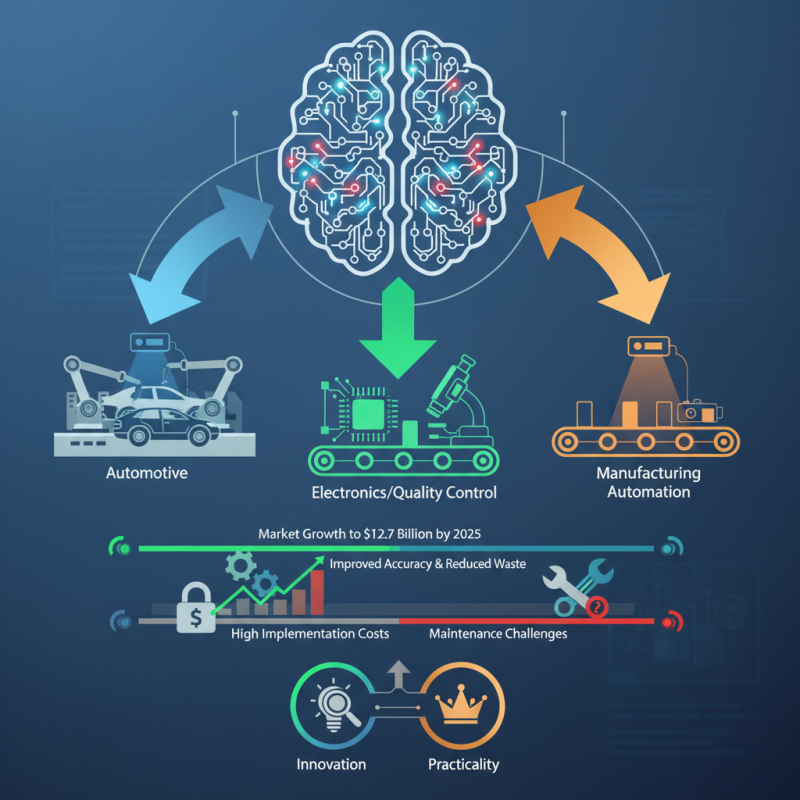
Table of Contents [Hide]
Emerging Trends in Machine Vision Inspection Technologies for 2026
Emerging trends in machine vision inspection technologies for 2026 focus on several significant advancements. Companies are increasingly utilizing AI-driven analytics. This enables systems to learn and adapt to varying production environments. As more data becomes available, machine learning algorithms enhance accuracy in defect detection.
Tips: Invest time in understanding AI fundamentals. Familiarity with concepts can improve your team’s effectiveness in implementation. Ensure your team is well-trained in handling new technologies.
Collaboration between machine vision and other automation technologies is on the rise. For example, integration with robotics aids in precise movements and handling. This synergy can potentially reduce error rates significantly. However, challenges remain, such as the need for robust communication protocols among various systems.
Tips: Regularly assess your system’s compatibility with new tools. Staying updated can prevent costly integration problems down the line. Encourage feedback from your team about system performance.